


Changement de bielle
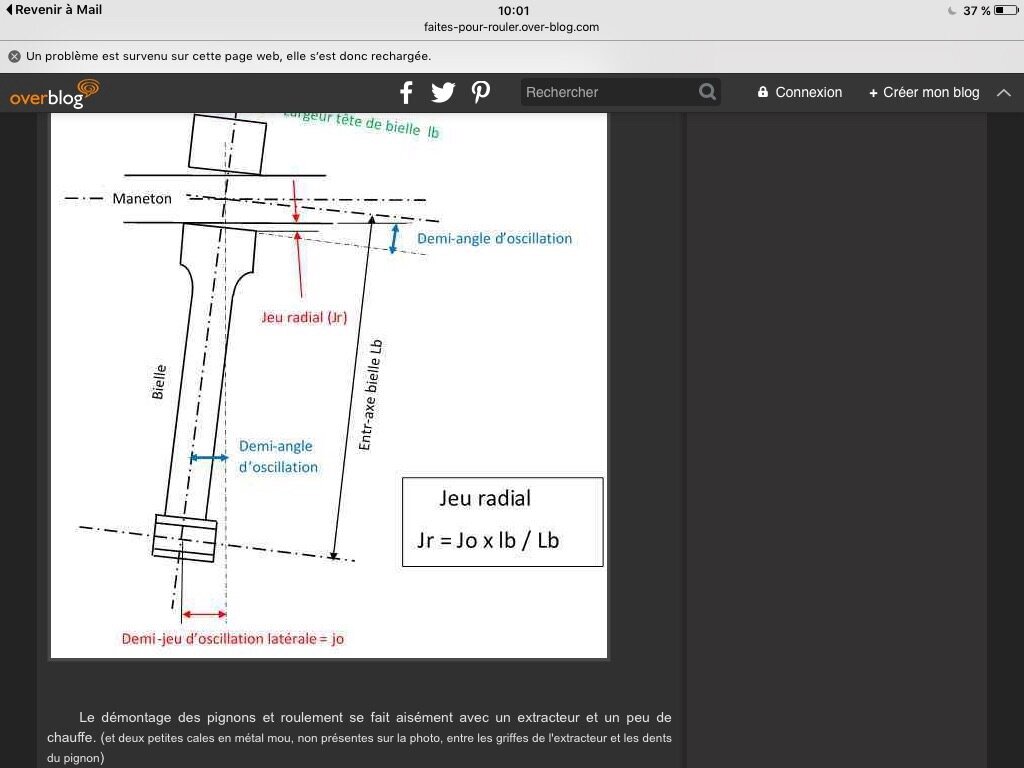
le moteur émettait un petit bruit de vibration plein gaz et en accélération en côte. Comme j'avais mesuré lors de la révision des 50000 et que parcourant les forums j'ai trouvé ce schéma chez nos amis belges fans de René Gillet, j'ai calculé le jeu de la tête de bielle.: 0,05 mm. Pourtant le shop manual dit que l'oscillation peut aller jusqu'à 3mm. Bon le jeu latéral intervient également dans le calcul. Je décide d'ouvrir.
J'utilise les bricolos fabriqués lors du dernier démontage. J'ai complété la collection avec un décolleur de roulement pour celui qui est monté serré sur le vilo.
photos:
ouverture du bloc côté droit


Extraction (en poussant) du vilo avec son roulement. ça sort facilement serrage de 0,02 . Le bricolo est semblable au 1er,
la fixation se fait dans 3 trous taraudés M8 et rebelote on pousse sur le vilo en protégeant l'embout.

Le décolleur acheté chez machin auto pour un diamètre de 55 est meulé pour prendre du 80. je n'ai pas trouvé plus grand.
1) on décolle jusqu'à passer le Max de collerette sous le roulement
2) on tire en vissant au milieu de la planche en bois en prenant appui sur le bout du vilo qui est protégé par un plaque en bronze. Un bout d'alu convient également.

Le vilo sur l'établi.

Propre sur lui

Reste à trouver le spécialiste équipé des bons outils et pratiquant une technique irréprochable.....
..Et ça bon courage.
Relecture des forums et un passionné de motobécane cite un spécialiste à Gasny: Alco Racing. Premier contact avec le patron qui m'assure un alignement des soies à 0,03 maxi.
La bielle neuve, du jap

la caisse avec le vilo sur vés

la boite fermée

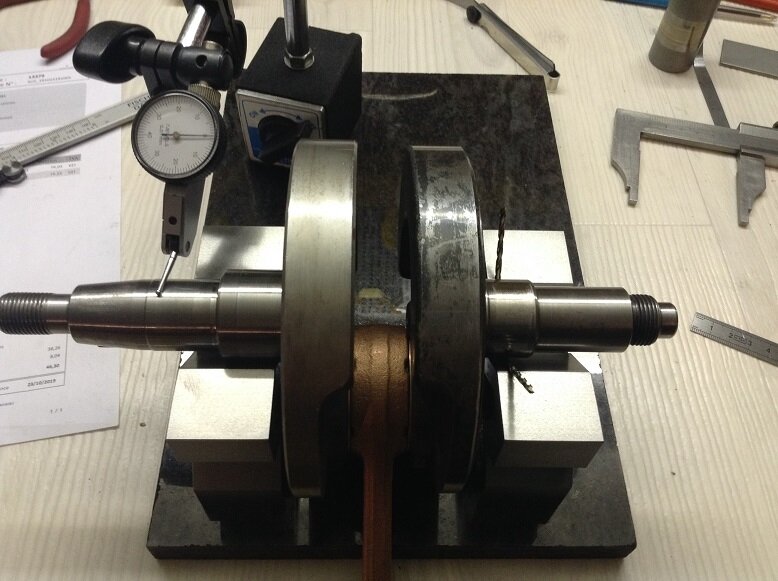
contrôle au retour
envoi du vilo le 7 octobre (.colissimo livrera le 10) dans une caisse que je fabrique pour la circonstance. Supplément de 10€ pour l'avoir en 10 jrs et il arrive près d'un mois après. Contrôle au retour dans le Carter de droite équipé du roulement. Bien évidemment j'équipe le vilo des pignons et écrous. Et là,surprise, ça ne tourne pas rond. Battement de 0,13 mm !!
Donc retour chez alco racing après coup de fil avec le patron début nov. Le retour se fera le 21 nov !!!!
Entretemps confiant en la qualité de son travail, je me suis équipé de vés achetés chez Micron France. Et bien sûr 2 forets de dia 2.5mm pour compenser la différence des diamètres 35 et 30.
sur la soie côté cône 0,05
c'est un poil mieux que la 1ere fois mais ça reste inacceptable selon le shop manual Suzuki. Le petit dia qui reçoit le spi qui assure l'alimentation en huile de la bielle tourne à 0,11
Il va falloir que je prenne les choses en mains.je mesure l'écartement des masses qui doivent respecter la cote de 60 + ou - 0,10 et là je constate que la cote varie de 60,08 à 60,17.
Caractérisant la géométrie, je constate:
il y a du portefeuille ouvert c.a.d. maneton en haut, c'est plus large en bas
et du voile ( l' image; je tiens le vilo par la bielle et je fais un plan de coupe horizontal à l'axe des soies, le côté avant est plus large de 0,09 !!!!
ben pour ce coup là ce n'est plus une erreur, c'est de l'incompétence. Merci monsieur.
Donc, je décide de réaliser la retouche et j'achète une massette en cuivre de 800g.
travail à l'étau, tout d'abord portefeuille; il sufffit d'y alller mollo et de repérer la position de la manivelle de l'étau
puis dévoilage des masses; je confectionne une vis de 10 équipée d'un écrou, j'ajuste pour assurer le passage entre les joues des masses, je mets en contrainte avec 2 clés de 17 en mettant environ 4 mkg et je bride en étau de l'autre côté comme pour le portefeuille qques coups de massette et c'est fait.
résultat satisfaisant 0,02 sur le petit dia et 0,04 sur le cône.Bon je vous rassure c'est pas venu du premier coup !!
je fais un montage sur le carter droit et je vérifie que les valeurs trouvées sur vés sont conformes. J'ai demandé à Alco Racing de me communiquer les valeurs. Je ne manquerais pas de les afficher ici.
lors du 1er envoi il m'avait assuré être dans les 5 microns. Peut-être que c'étaient des microns mâles.
En résumé je dirais que si ça presse chez Alco faut pas être pressé et pour être sûr d'avoir un vilo bien refait surtout aller voir ailleurs.
Quant à l'expérience nécessaire pour traiter le sujet, C.A.P. de tourneur en 1964, pilote de vitesse dans les années 66/67 sur BSA 500 Gold Star puis 250 Bultaco TSS liquide pour laquelle j'avais fabriqué le vilebrequin dans un matériau ( 30 NC 11 pour les métallos) sur les conseils d' Alain Barbaroux. Pour courir à l'époque, pas de secret, il fallait y mettre les mains et l'expérience arrivait vite. Donc,si vous n'êtes pas né avec une clé à molette dans la main, vous prenez un certain risque à tenter ce genre d'opération.
Pour ma part je regrette de ne pas avoir investi dans une presse 12t car lorsque je regarde le bilan économique de l'opération 68€(prestation)+10€(délai)+2x22€(1ère expédition)+22€(2eme expédition))=134€
Enfin c'est la vie, on apprend tous les jours, le principal c'est d'avoir de la ressource.
Sur cette vue, le petit diamètre de 14 mm qui reçoit le joint spi pour l'alimentation en huile de la bielle et de l'ensemble cylindre piston. Il faut qu'il tourne rond sinon il s'use et c'est des fuites assurées donc moins d'huile dans la partie la plus sensible du moteur.
 Avec 0,02 mm la tolérance du shop manual est respectée
Avec 0,02 mm la tolérance du shop manual est respectée


Le vilo a désormais regagné ses carters et, sensibilisé comme je suis à ce que le frottement soit minimal, j'ai revérifié le battement circulaire (appelé faux rond naguère) de chaque côté. Ceci parce que le serrage demandé est important:
90à 130 mN
le pb c'est le sens du pas qui est à gauche. La plupart des clés Dynamo ne fonctionnent que pour les pas à droite. La solution que j'ai trouvée est d'utiliser une rallonge pour prolonger la clé, de mesurer la distance entre l'axe dé l'écrou et le bout de la rallonge, de faire la règle de 3 qui va bie et d'utiliser un peson pour valise.
Dans mon cas la rallonge faisait 0,65m, donc: 90/0,65= 13,8kg
on bloque le rotor avec l'outil qui va bien ( voir révision des 50000) et on tire avec le peson à 14 kg sur l'extrémité dé la rallonge.
/https%3A%2F%2Fstorage.canalblog.com%2F93%2F27%2F1349724%2F134335579_o.jpg)
/https%3A%2F%2Fstorage.canalblog.com%2F04%2F36%2F1349724%2F131751863_o.jpeg)
/https%3A%2F%2Fstorage.canalblog.com%2F68%2F90%2F1349724%2F127416083_o.jpg)
/https%3A%2F%2Fassets.over-blog.com%2Ft%2Fcedistic%2Fcamera.png)